June 1, 2011
By Darren Dolcemascolo
Leveling work, a concept known as heijunka, is one of those concepts from the Toyota Production System that is either ignored or misunderstood by many lean implementers. However, whether one is working on improving material flow, information flow, or other flow (such as patient flow in a hospital or surgery center), leveling the workload is a key to success.
Leveling production is based on the notion that customers do not order in a stable, predictable way in the vast majority of cases. The chart below illustrates a very basic concept of leveling: while customer demand is volatile, our build pattern over time should be consistent. In reaction to shifts upward in customer demand, in other words changes in the average demand, we would increase our production rates; if customer demand drops on the average, we will decrease our production rates. In either case, we build a steady mix and volume over a fixed period of time- usually, a one month or one quarter time period.
Figure 1

There are two major factors that allow us to buffer against demand: Inventory and Production Lead-Time or response time to the customer. With inventory, we have two basic strategies. We can hold finished goods inventory, ship to customer order, and replenish the inventory while building to a level schedule. Or we can hold semi-finished inventory and make or customize to customer order. This is dependent on the type of product we manufacture. This second strategy works well for firms that have a standard base product that can be easily customized with a particular software or particular packaging or particular accessories. The second factor is lead-time; some businesses can hold zero finished goods if their internal production lead-time is sufficiently shorter than the promised lead-time to the customer. For example, you might have a 2 week promised lead-time and a 3-day build cycle or production lead-time. If this were the case, you would be able to build on a level schedule by adding customer orders to the schedule each day. The “backlog” of orders would change daily, but the build-rate per day would remain the same.
In order to level-load in a production environment, we break products into families/categories of products. Break down products into A, B, C unit volume categories within the families where A is top 60%, B is next 20%, C is bottom 20%. Then , we make “A” products in very small batches (daily). We make “B” products in small batches ranging from daily to weekly. Finally, we allow a portion of time each day (or week) to run very low volume products (C items). This allows us to turn over our high volume inventory much faster while maintaining a consistency in production. This consistency translates up the value stream to our upstream processes and, potentially, our suppliers' production patterns.
There are several visual management tools that can help level production. Three of these include:
Figure 2
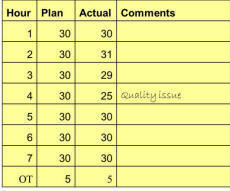
1. Plan Versus Actual Board: In this example (figure 2), we see that the plan is to build 210 units per day, 30 per hour. When plan does not meet actual, we can adjust the plan to add overtime or resources. In this example, 5 parts were not produced in hour 4 because of a quality issue. Thus, those 5 units had to be produced using Overtime. This hourly board represents what we call a “management time frame” of one hour. On an hourly basis, we can identify whether or not we are on schedule and adjust accordingly.
2. Scheduling Board: Scheduling boards can also be used to facilitate leveling product volume and mix. Scheduling boards dictate the sequence and timing of product. In figure 3, each blue “card” or magnet represents a work order or build quantity. The length of the card corresponds to the time it should take to build these units using standardized work. A card is pulled when the next job is ready to start. By looking at this board we can observe whether or not our process running on-time and whether or not we need to add resources or work overtime. This is another example of utilizing the concept of management time frame.
Figure 3

3. FIFO Lane (office example) - A FIFO (First-In-First-Out) lane is a visually apparent and physically limiting area containing a defined limited quantity of parts, jobs, or units of work in sequence. The supplying process dictates the sequence of work; the customer or downstream process builds in this identical sequence. A FIFO lane helps level work because it ensures the proper sequence of work (for leveling mix) and it limits the quantity of work. It serves as a visual tool to prevent too much (or too little work). The concept in Figure 4 connects the customer with a customer service department. As orders arrive from the customer, each order is placed in the time window in which it arrives. Orders are processed in FIFO. Each hour, these visual FIFO lanes are checked to ensure that all orders have been entered within a 2 hour time period (a service level set by the customer service department). If there are two many orders, the team leader takes action to redistribute work and determine the cause.
Figure 4

Leveling workload certainly needs to be a part of any lean transformation. It builds stability and allows concepts like standard work, one piece flow, and pull systems to operate properly
Click here to subscribe to our free e-newsletter Learning to Lean and receive a free template plus articles and videos each month.